
#初級 #測定 #検査
今日のテーマ:測定器の精度を理解する① 分解能編
この内容を読むと、測定器の基本的な考え方が理解できます。
皆さんは製品の段取り、加工は出来ると思います。
出来上がった製品は、「測定」出来ないと製品が出来上がった事にはなりません。
「形」になっただけです。
測定をして、図面通りになった事を確認することまでが製品を作るという事です。
補正を入れるという作業は
①加工する⇒➁測定する⇒③図面の数値を読む⇒④補正を入力する⇒
⑤再加工する⇒⑥測定する⇒③に戻る⇒図面通りになる⇒⑦完成
補正という作業は上記の⑦までを行い、図面通りに完成品を作っているという事です。
「加工のプロ」として、どんなに技術力が上がっても上の①加工する技術となります。
加工自体が出来なければ、製品は完成しませんが、測定が出来なければ「図面の形」にしかなりません。
ここは重要な所なので、抑えておく必要があります。
「図面通り」が客先の要求であり、「図面の形」になった所で公差が外れていたら全く使用出来ません。
これを不適合品または不良品と呼びます。
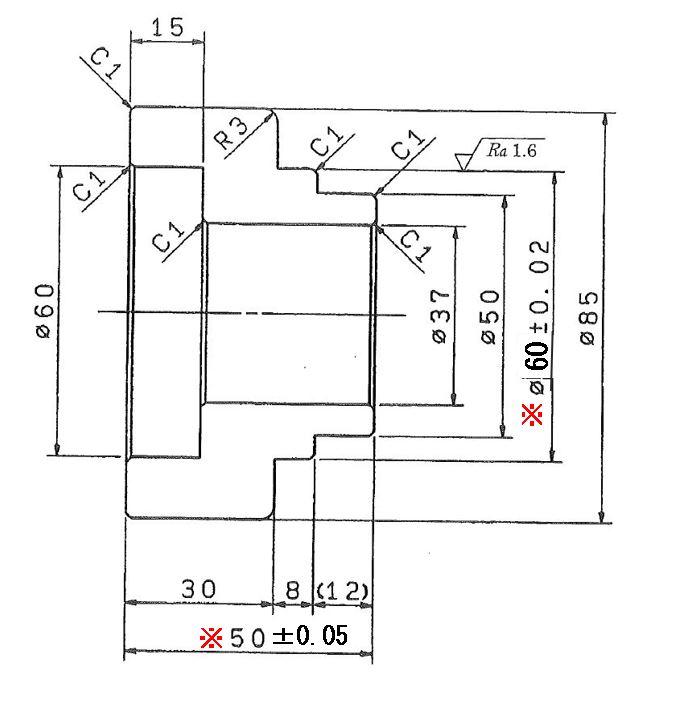
例えば上記の50±0.05部位が49.94になってしまいました。
これでは組立が出来ませんでした。⇒納めても使用できない⇒作っても使用出来なければ意味がないです。
これが、図面の公差です。
では49.94だったら使ってもらえるでしょうか?
特別採用品、(略して特採)であれば使ってもらえるかもしれませんが基本的には不適合品(不良品)となります。
50.00±0.05は 最大値50.05~最小値49.95 までが公差となります。
では先ほどの49.94と49.95をどのように測定すれば判断が出来るのでしょうか?
この測定に必要なのは0.001を測定する事が出来る測定器です。
この最小単位の事を「分解能」と呼びます。
分解能とは
計測できる一番小さな値のこと。測定の細かさの限界、感度と表現されたり、
計測器が確実に検知できる最低の入力信号、といわれたりする。
「分解能0.01の測定器」は0.01が読める測定器という事です。
上の50.00±0.05 は分解能0.01の測定器で測定した場合は、
49.96~50.04 までが公差となります。
49.95でもNGの可能性があります。
それはなぜなら、測定器に49.95と表示された場合は分解能が0.01のため、
49.954になっているかもしれないからです。
では分解能が0.001の測定器で測定した場合はどうでしょうか。
49.951~50.049 までが公差となります。
分解能0.01の時との違いを良く見て下さい。
これ以外の測定誤差に 「器差」 「指示誤差」「最大許容誤差」という誤差もありますが、
今回はまず「分解能」が有り、分解能とはどういう事かを理解してください。
分解能とは
計測できる一番小さな値のこと。測定の細かさの限界、感度と表現されたり、
計測器が確実に検知できる最低の入力信号。
製品が出来上がったら、1桁下の数値が読める分解能をもった測定器を出来る限り
使用する事が大事な事です。
それが、出来ない場合は「工程内の公差」を狭くする必要があります。
問題
1,0~200のデジタルノギスは分解能0.01ですが、±0.02以下は正しく測定できません。
ミツトヨのカタログを参照になぜか説明してください。
2,普通のマイクロメータ(デジタルでない物)は0.001までは読めません。それはなぜか
説明してください。
No responses yet