
こんばんは松本拓巳です。
OSG営業勉強用の本を自分の感覚と一緒に発信します。
全文はこちら↓
Z:\新サーバー(システムPJメンバーのみ更新可)\3,教育訓練教科書\4.加工技術 教育資料\OSG ドリル タップ
結論 新品のマシニングセンタは通常ホルダー 中古のマシニングセンタはタップホルダー

タップホルダとは?
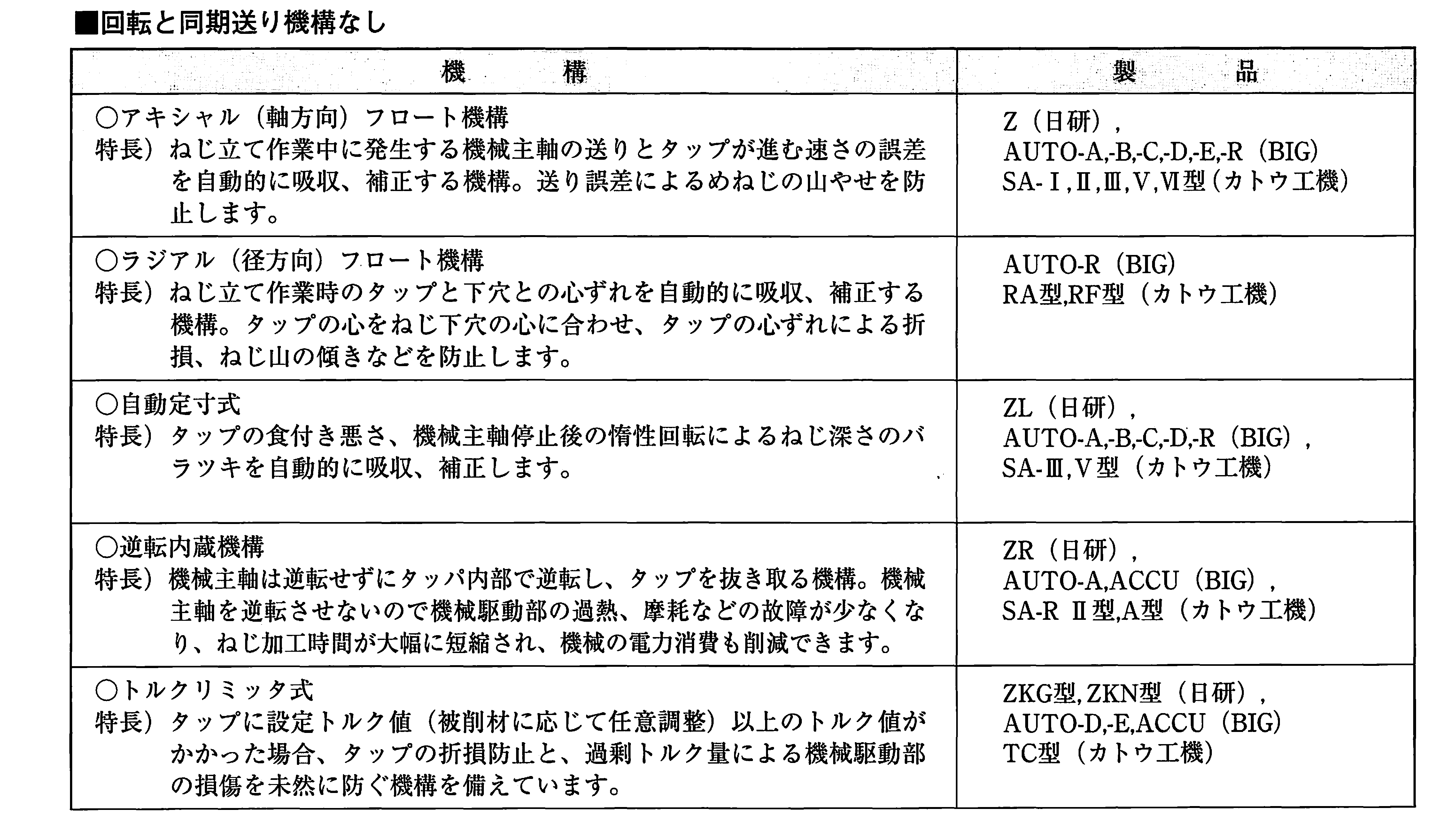
タップの性能を十分発揮させるにはホルダは重要な要素となります。機構別に分類すると固定式と浮動式(軸方向のみ、横方向のみ、軸横両方向の3種類)がありますが、タップと下穴の心ずれが発生しやすい場合は浮動式が使用されます。
タップと下穴の心ずれとは?
理想的な機械であれば毎回同じ位置に刃物を持って行けますが、現実的には毎日少しずつ機械精度は悪くなります。
MAC V40① X 0.01 Y 0.01 Z 0.03 主軸振れ0.02
MAC V40② X 0.02 Y 0.01 Z 0.01 主軸振れ0.02
これはこの機械のバックラッシュ量と主軸の振れです。わかるように0.ではありません。
そのため複合的な確率で下穴がズレる事になります。
M225B0-017でタップ欠けが連続した、現場でやって見たこと。
・ステンレス用のタップに変更5穴目でタップ折れる
・主軸芯ずれ補正出来るホルダーで0を出す。(テーブル側の位置精度は変わらない)100ケ寿命の所30ケ、60ケで折れる
・OSGのシンクロマスタを使用。100ケ寿命で折れない10回更新中
以上の事からタップホルダが良いとした。
↓ここよりは興味が有れば…
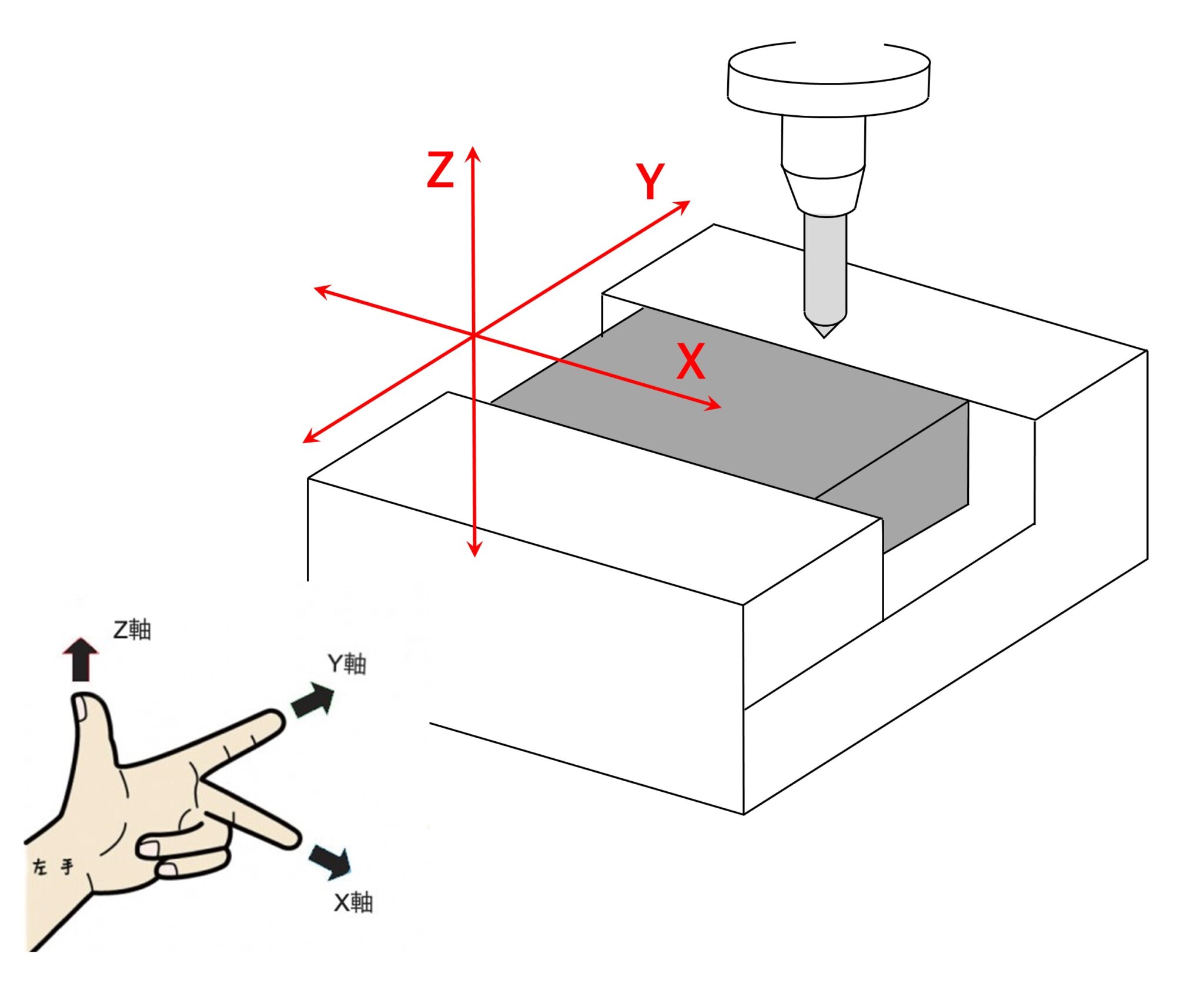
伸縮機構 (アキシャルフロート, axial floating mechanism)
タッパーのシャンク部に対してタップ保持部が軸方向にスライドできる機構。これによりタップのねじリードに対する機械送りのずれを吸収する。完全同期制御加工機でないNC加工機には必ず伸縮機構が必要となる。
横方向のみ;調芯機構 ラジアルフロート
工作機械の主軸に対してタップ回転軸を偏心させる機構。下穴加工とタップ加工が別工程の場合など、下穴位置のずれを補正する。タップ回転軸が半径方向に偏心すると、中心に戻ろうとする復元力が働く。
以上になります。
No responses yet