
#旋盤 #工具 #初
今日のテーマ:チップの選び方をマスターする 第一製造編!
毎日皆さんが使用しているチップ選定の方法を説明します。永久保存版です!
今回は第一製造で使用している鋼、鉄に特化した内容としました。
結論:チップはどこを削るか?どんな材料を削るか? で選び選定。
どんな切粉にしたいか?何個持たせたいか?(寿命)で決めます。
説明を開始しますが、工具(チップ)で鉄を削るイメージを持つことが大事です。
※材料と工具(チップ)の硬さ数値化はイメージ出来ていますか?まだの方は、「鉄が削れるのはなぜ?」を確認してください。
※材料のイメージはありますか?まだの方は「材料から考えましょう」1.2を確認してください。
鋼チップを選ぶ工具選定ルートは下記のようになります。
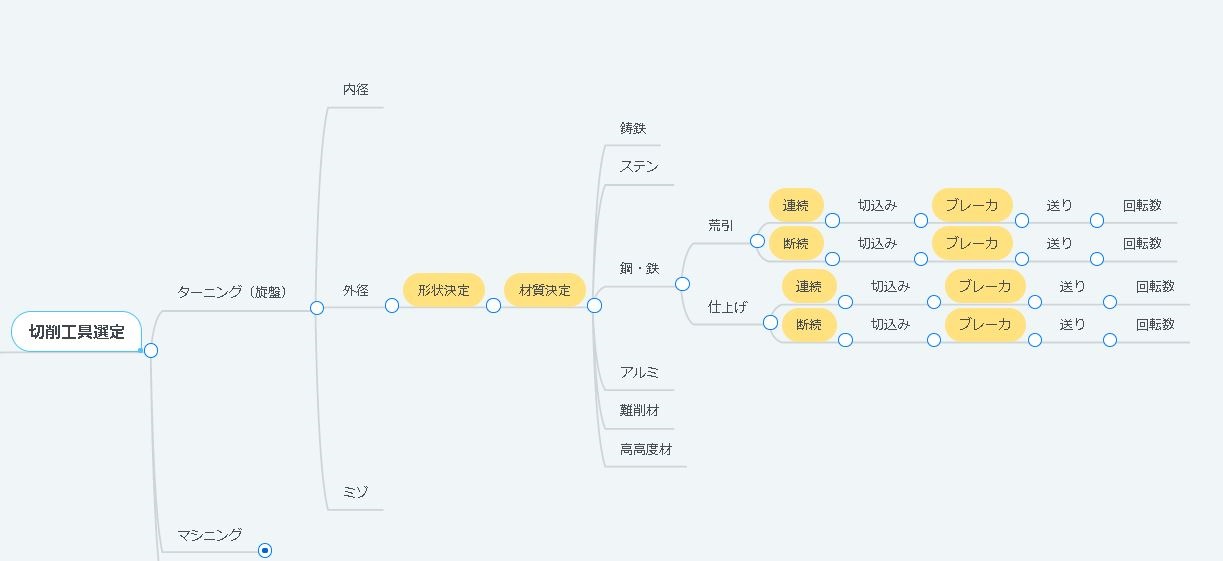
図1
上の図を「言語化」すると
今回は旋盤工具を選びます。形状は外径にM字の溝があって、材質はSTKM13Aで、仕上げ加工は連続加工で切込みは0.15となっていて
切る粉は出来る限り短くしたいから、このブレーカを選んで、送りは図面粗さにあわせるとF0.15となる周速は200が社内条件。
以上で選び方は完了です。
ここからは必要な知識を説明します。
①材種選定 下の図の例は「住友」のカタログ説明です。
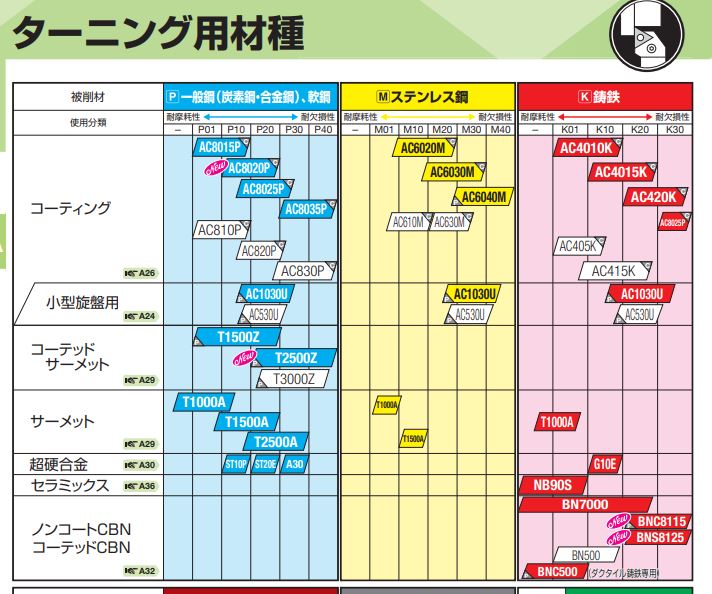
材種を選ぶのは、削る材料が決まるから決められるのです。
被削材 一般鋼を「P」種といいます。・・横の列
使用分類 「P」種を削る材質は、コーティング(超硬)、サーメット等・・縦列
この2つの交わった所の材種を選びます。
※仕上げは過去の実績、過去のトラブルからサーメットを使用しています。
上記の説明から
P種でコーテッドサーメットを使用するのであれば、「T-1500Z」「T-2500Z」を選ぶことになります。
➁材種選定続き
続いてこのカタログは住友のカタログを例で使用しましたが、工具メーカーは他にもあります。
各種のメーカーが①と同じことを行っているという事です。
これを表にすると下記のようになります。

どの様に見るか説明すると、P種を削るサーメット材種はP10、P20、P30の3種類あり、P10が一番硬い、P30が一番柔らかい
※柔らかいという表現はP種の中で柔らかいという意味です。注意
P種を削る材種を各メーカーが出していますが、横列はそのメーカー事の相当品という事です。
配合等は各社違いますが、P10という硬さは「JIS」で決まっているため、ある程度同じという事になります。
そのため、各社コーティング、で差をつけています。
➁続きで超硬材種も同様です。

こちらは超硬のコーティングを表しています。
今回はコーティング等の詳しい説明は除いています。
こちらもP05~P40 までの番号の「超硬」素材の硬さが「JIS」で決まっているため、各社相当品となります。
➂連続加工、断続加工の説明
「連続加工」というのは、第一製造のブランク品ような旋盤で削る部分が「1周」ある製品の事です。
解りずらいかもしれないですが、「ピアス加工品」を旋盤加工すると部分を断続で削る形になるので
「断続加工」といいます。あまり第一製造では加工品がないため、詳しい説明は省略しますが、
連続加工⇒硬いチップP10~P20 断続加工⇒柔らかいチップ P30~P40
ざっくりこのようなイメージです。
④切込みが決まったらブレーカを選ぶ
切込みを決めるのは、ブレーカが先か?材種が先か?とはあまり考えずに設備も決まっていて
チャック圧力、爪も決まっていますので、切込みを決めてブレーカを決めるのが基本と思います。
ブレーカの目的は切粉をコントロールする事です。
先ほど同様 各社が切粉をコントロールするために各種ブレーカを出しています。


説明1,
各社表現は様々ですが、仕上げはフィニッシュ(FINISH)のF、中切削はミドルのM、荒加工はラフのRが使用されることが多いです。
P種はPが使用されることが多いです。 例PPブレーカ
説明2、
ポジティブ、ネガティブはざっくり説明すると両面使用できるかどうかという事です。メリットは価格と考えています。
何面使用できるか?は価格に影響します。 今回は詳しい説明は省略しますが、ネガの方が工具代は抑えられます。
⑤最後に選定イメージ図を載せておきます。

問題
Q1:なぜ、第一製造ではYWMT16T308ーZF T9125 を使用しているのでしょうか?
最初の説明の図1の言語化のように表してください。
Q2:現在使用している工具京セラ VBMT160402-VF PV710のチップが欠品となってしまいました。
代用する工具を選定して、決めて下さい。 決めた理由も記載してください。
この投稿はチップ選定時に見る事で、色々な場面で使用できます。
No responses yet