不良の中でも社内で絶対に発生を抑えなければならない全数不良。
今回は、精度チェックの不足で発生した全数不良についての内容です。
段取りが完了したときに1個目の寸法はチェックすると思います。
でも、この寸法のチェックが漏れていると全数不良になる危険があるという話。
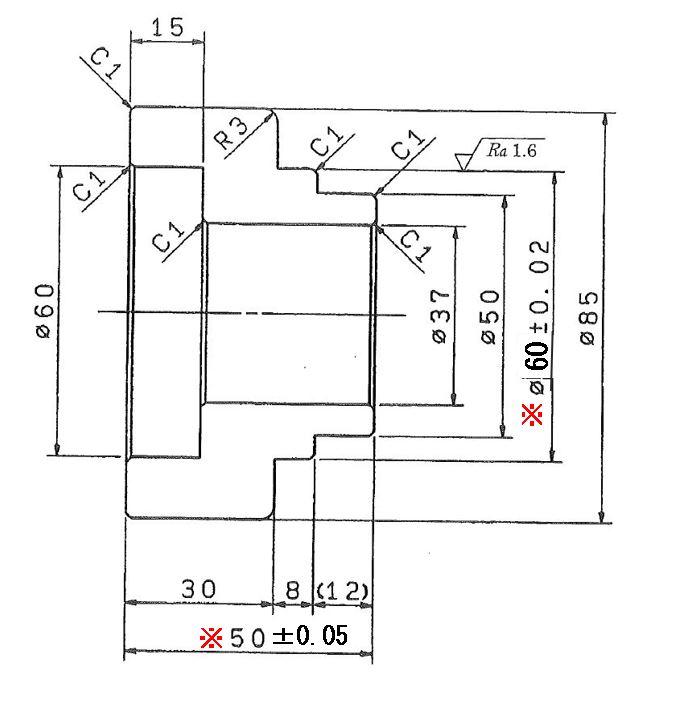
この事例は、複合旋盤の仕事にて円筒形状に等ピッチで穴があいている製品です。
セット後に外径や内径寸法はみていたものの PCD の測定をせずに量産加工を始めたため。
全て加工したのちに PCD を測定したところ規格外となっていたことがわかった。
でも、この時に気が付いてもすでに全数が不良なったのちのことです。
ではなぜ全数不良になったので科学していきましょう。
まずは、こういった不具合を検討するときは 発生 と 流出 を切り分けて考えます。
まずは 発生 です。
なぜ PCD がでていないのか。
この現象では ドリルの芯 と 主軸の芯 がずれていることにありました。
これは、機械精度がでていなかったといえる。
さらに、この内容にも 流出 が存在する。
なぜ、芯がズレていることに気が付かなかったのか。
それは 測定していない または 測定の方法が分からない からです。
この2つも言い方では同じような言い方ですが、実際は根本の本質は違います。
そこも注意してください。
次に、なぜ全数不良になってしまったのか。
これは 流出 の話です。
なぜ全数になったか。
それは 測定していなかった から。
これは、図面に対しての測定項目がMECE(もれなくだぶりなく)に把握できていなかった。
または、面倒で測定しなかったとなります。
このような事象は、当社のような仕事を経験していると必ず起こります。
まずは 全数不良 は起きないようにリスク管理をしてみてください。
そして、もし起こってしまったら失敗学として学んでください。
No responses yet