
こんばんは松本拓巳です。
OSG営業勉強用の本を自分の感覚と一緒に発信します。
全文はこちら↓
Z:\新サーバー(システムPJメンバーのみ更新可)\3,教育訓練教科書\4.加工技術 教育資料\OSG ドリル タップ
穴位置精度で一番大きい影響があるのが
機械→方法→刃物だと思っています。
リピート品で0.1以上寸法が狂った場合
爪が外れてるとかネジが締まってないとかあると思いますが、
早い段階で機械が怪しいと思ったほうが良いのではないかと思います。
:では本題を始めます。:
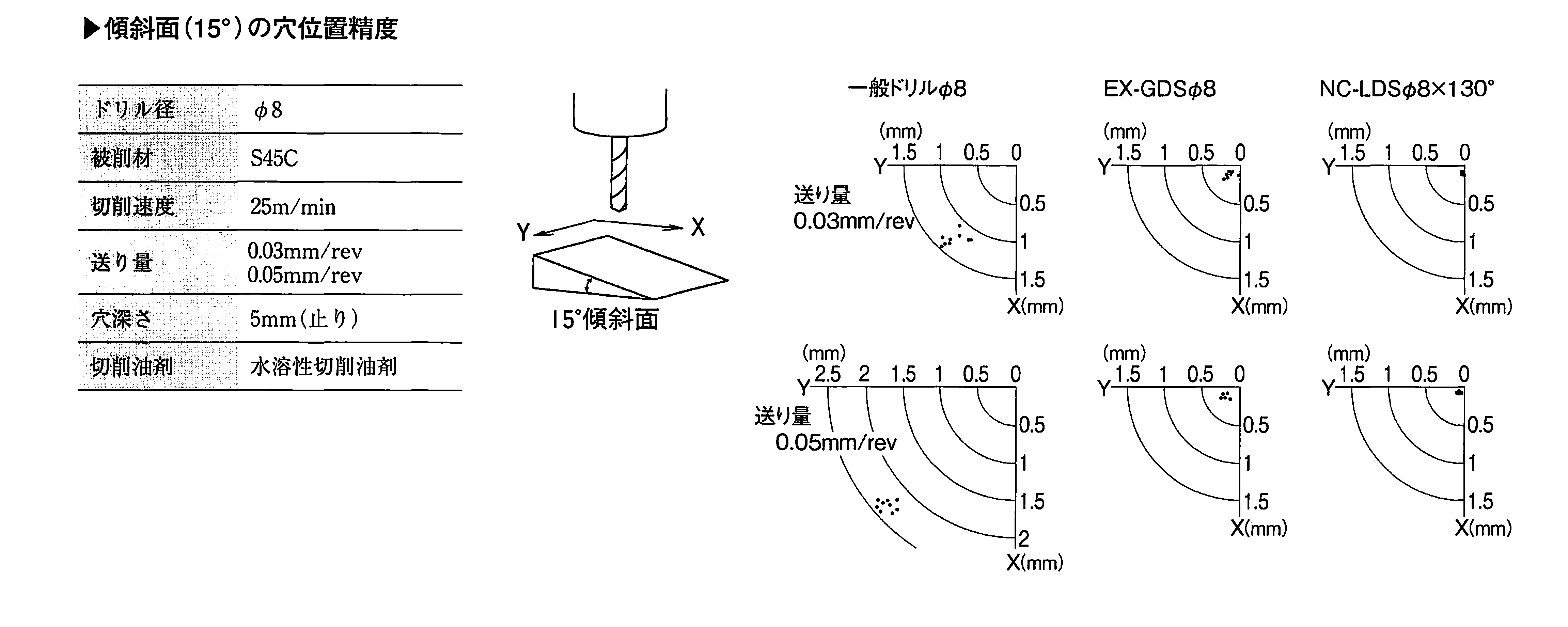
傾斜面、曲面などに対する穴加工
ドリルの食付き面や抜け側が水平でなく、曲面であったり段差がある場合は、穴位置精度や片当りにより工具寿
命が悪化します。このような場合に、穴位置精度を向上させる方法としては、
(a)センタリングをする(スターティングドリル=AD-LDS、NC-LDS)
(b)座ぐり加工をする(ADF-2D、FX-ZDS、VP-ZDS)
(c)ドリルの剛性を上げる(スタブタイプ、高心厚化、Aブランド、EXシリーズ)
(d)食付き性を重視したポイント形状、及びシンニングにする
(e)送りを下げる
CL-203の加工ではで外径に曲面が有り、平面加工に比べると難しい加工です。
やっていることは
(a)センタリングをする
(b)座ぐり加工をする(フラットドリルADF-2D)
を使っているから寸法が安定します。
仮に(a)(b)を行わないと上の図のように寸法がズレます。
いつも旋盤だけしか段取りやっていない人は知らないと思いますが。
(a)をマシニングでは必ず加工の先頭に入れています。
当り前のような事ですが意外と(a)やらないと寸法が出なかったりします。
以上で終わります。
No responses yet