
マイクロメーターの使用の基本
マイクロメーターとは 0.01mmが測定できる測定器です。
そのため初心者でも0.005のズレ以上は測定による人の誤差となります。
このマイクロメーターの使い方をこちらの動画で学んでください。
マイクロメーターの使用上の注意点
マイクロメーターの使用で、みなさんがつまづくことは。
同じ測定値で測れないということです。
先輩たちが、最初につまづくポイントは
① 力加減
これは ごめんさない 慣れてもらうことが重要かと思いますが、
基本的にはラチェットストップ(低圧測定装置)を使用する事で測定圧をコントロールできます。
「動画の50秒~」
※ポイント ラチェットストップをゆっくり回す。最初は1秒に1回で練習する。
② 傾きなく測定する
下図のように、傾きがあるとずれが生じます。

上の図の様に傾くと数値が大きくなります。 例 10.035となる等。
10.000を測定した場合、傾きが無ければ 10.000となります。
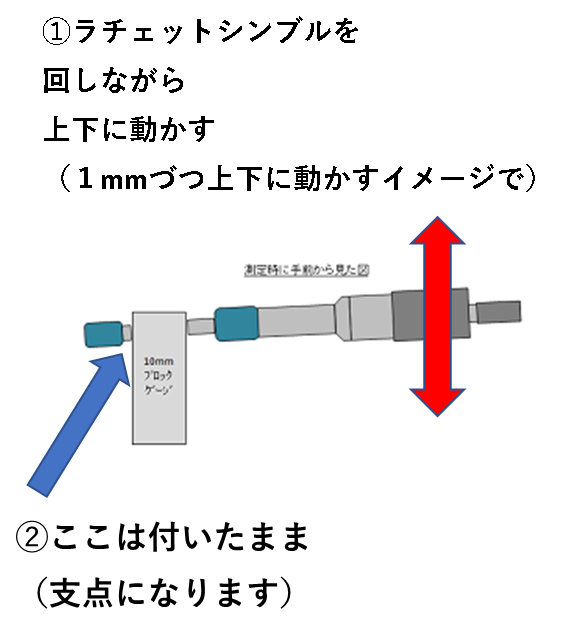
このずれをとる際に2つポイントがあります。
①力加減で説明をしたラチェットストップを回すスピードで回しながら上下に動かす(ゆっくり)
➁片方は動かさないでラチェットストップ側だけ動かす
2つのポイントイメージ
マイクロメーターの誤測定の過去のトラブル
1,0.5mmの見間違えによる全数不良。
解説:マイクロメーターはシンブルを1周回すと0.5mmとなります。
「動画の1分08秒~の部分」スリーブの見間違えにより0.5mm寸法狙い値を間違えた。
⇒対策:ノギスでも確認する。
2,マイクロメーターの測定誤差による全数不良。
解説:公差が±0.02以下の製品等で、単純に人の技量で測定誤差が発生し全数NG
⇒対策:力量の確認、 先輩、上司のフォロー、 別の測定器で確認
3,インサイドマイクロの測定誤差による全数不良。
解説:公差が±0.02以下の製品等で、単純に人の技量で測定誤差が発生し全数NG
※インサイドマイクロは中心位置が正しく測定出来たか普通のマイクロよりわかりづらい。
⇒対策:力量の確認、 先輩、上司のフォロー、 別の測定器で確認
特にインサイドマイクロは判りづらいため、必ず教える側が測定値が同じ数値になる事を
確認し、定期的にフォローをしてください。
4,マイクロメータ測定で変形
解説:厚さ3mm以下程度の薄い製品をマイクロメータで測定すると、外径をつぶしてしまい
径が小さくなって正しい測定値にならない。内径を広げてしまい、正しい測定値にならない場合がある。
⇒対策:三次元測定機、測定圧の低い測定器を使用する(カタログの測定圧参照)
以上がマイクロメーターの基本となります。
あるお客様は、0.001が正しく測定できる測定器を使用しないと取引をしないという事もありました。
マイクロメーターは製品を作り評価をする「基本技術」となります。
No responses yet